Les ailes ŕ revętement stratifié ...
Page publiée le 22 février 2004 et actualisée le 03 mars 2021
![]()
![]()
|
Les ailes ŕ revętement stratifié ... |
||
|
Page publiée le 22 février 2004 et actualisée le 03 mars 2021 |
|
|
|
|
|
|
|
| |||||
|
E-mail du 25 février 2004 de Gilles Réponses et commentaires des GPR en bleu et italique ! La plasturgie: Un petit désaccord... Les réparations sont des plus simples, lorsque j'ai explosé mon AS15 suite ŕ une mise en marche d'un émetteur, les ailes étaient en 2 voir 3 morceaux, la seule chose intacte était le stab, j'ai donc remis les morceaux en ligne grâce aux dépouilles, j'ai précollés ces morceaux avec trčs peu de colle contact, j'ai rajouté des bouts d'expansé qui ont été poncés pour suivre le profil. A l'aide d'une lame de scie ŕ métaux j'ai réalisé une saignée traversant l'épaisseur de l'aile afin d'y loger un petit longeron pour reprendre les efforts. Lorsque j'ai été sűr des alignements j'ai résiné avec tissu et remis sous vide. Il ne reste plus qu'ŕ mastiquer (Sainto-fer...prions pour lui) en une soirée la réparation est faite, il reste la finition. Réparer se fait d'autant mieux que l'on sait construire et dans ce domaine tu es un expert ! Pour avoir vu des ailes aprčs crash au revętement délaminé sur de grandes longueurs il me parait difficile de rattraper de tels dégâts. Je prends note pour ta préférence pour l'expansé qui selon toi ne délamine pas ou peu. Pour la fabrication d'ailes... Avec l'évolution qu'il y a eu, chacun ajoutant sa pierre, les clefs plates ont disparu au profit indéniable des clefs rondes. Il est trčs facile de se procurer ces clefs en résine d'un diamčtre d'environ 2O mm (19 mm dans le sud...) et 8O cm de longueur, on les trouve chez les marchands de matériel agricole (ce sont des barres de vendangeuses qui battent les grappes de raisin lors des vendanges, le pris environ 20€ ) il suffit de les arrondir un peu et les rendre plus rectiligne avec un papier abrasif tendu sur le plan de travail, de les cirer et de mouler dessus le fourreau. Les barres ŕ vendanger sont aujourd'hui bien connues et c'est vrai cela convient trčs bien pour un planeur au tiers. Le premier qui les a utilisées est probablement Michel Delon. Et le premier qui arrivera ŕ en plier une en vol, qu'il se fasse connaître pour nous expliquer ! Le longeron ... Sur mon dernier planeur (toujours sans nom) le
longeron est en bois, bois acheté en grande surface, ( baguette de décoration )
de 5mm d'épaisseur (c'est
donc du peuplier d'Afrique type samba).
J'ai pratiqué comme Thierry, ŕ savoir, une petite bande de tissu d'une largeur
de 2 fois la hauteur du longeron plus environ 1cm. Ce n'est que lorsque la
préparation du revętement de surface est terminée et seulement juste avant
que je fais couler la résine qui s'infiltre d'elle-męme jusqu'au fond du
logement et c'est maintenant que je positionne la petite bande de tissu. J'enfonce
le longeron qui entraîne le tissu jusqu'au fond de son logement. Si nécessaire
je rajoute de la résine par dessus. Je positionne la stratification qui est sur
le polyéthylčne (c'est la seule matičre que j'utilise afin d'éviter la
cire), mise en sac et mise sous vide. Je précise que j'utilise de l'expansé
d'environ 16 ŕ 18 kg/m3 et que le poids de résine est le męme que le poids de
tissu donc je travaille ŕ 100%. Dans l'expansé la résine pénčtre
profondément ce qui procure un bon accrochage évitant le délaminage de surface qui
peut arriver sur un noyau en extrudé ( męme avec la planche ŕ clous du fakir )
surtout si on souhaite des ailes d'une jolie souplesse. Gilles ce que tu appelles un longeron en bois de baguette de décoration ne peut ętre le longeron car ce bois a une tenue en flexion médiocre ! sa seule qualité est l'absence de nśud et il est facile ŕ poncer. Pour que les collčgues comprennent il faut dire que le longeron bois que tu préconises est enveloppé d'un taffetas reliant l'enveloppe d'extrados avec l'intrados. De ce fait tu crées deux caissons. Le - caisson avant - compris entre le bord d'attaque et le longeron et celui formé avec le bord de fuite. La présence de ces deux caissons améliore fortement la tenue de l'aile en flexion comme en torsion ŕ la condition que le bord d'attaque soit parfaitement collé ainsi que le bord de fuite. La fonction longeron est en fait tout le caisson avant qui travaille alors comme une poutre assimilable plus exactement ŕ un tube. Il s'agit alors d'une enveloppe dénommée "travaillante" car il n'y a pas de longeron ! Et ce n'est pas une baguette de déco qui peut prétendre faire office de longeron sur un 6 mčtres ! Cette formule est utilisée partout oů l'on est attentif au poids. La matičre travaillante (la peau) est de ce fait la plus éloignée possible de la fibre neutre ce qui est du point de vue théorique parfait ! En contre partie cette enveloppe ne doit jamais ętre altérée - (déchirure, enfoncement, etc.) męme faiblement - car c'est immédiatement la rupture... Et ça on aime pas ! A ce sujet, serait-il possible de traiter le caisson du bord d'attaque avec du trois fois 100g/m˛ et se contenter de deux fois 100g/m˛ voire moins pour le caisson du bord de fuite ? J'ai une petite idée... Derničre question : Est-ce que quelqu'un aurait utilisé du tissu d'arrachage pour améliorer le collage des deux peaux au bord de fuite ? Pour le Pic... Je t'ai envoyé un e-mail il y a quelques temps pour te donner mon avis sur le timing. Rappelle -
toi aussi que le pylône doit rentrer de quelques degrés et s'arręter afin que
l'hélice soit suffisamment ralentie avant de rencontrer la butée caoutchouc,
cette męme butée doit ętre libre sur son axe, (donc
tourner...) puis la rentrée totale dure
environ 5 secondes. Il n'est pas possible de déterminer avec précision le degré
d'inclinaison du pylône, il faut le faire par essais. Ma Futaba date ... et je n'ai pas de programme me permettant d'introduire un délai. J'attends avec impatience les cogitations de notre électronicien ! J'espčre qu'il n'est pas malade ! Au fait je l'ai vu en photo dans Model Mag de ce mois ( mars ) présenter un petit planeur jaune... |
|||||
|
Vous faire partager l'avancement du chantier et ses difficultés peut ętre trčs instructif ! C'est pour cette raison que les GPR vous propose l'accčs ŕ ce chantier non achevé ... Toutefois, le port du casque est obligatoire ! En outre, la plus grande indulgence vous est demandée avant la fin des travaux traitant de la fabrication d'ailes "Tout Plastique" sans moule. Ce chantier pourra s'étaler sur un ŕ deux mois selon la disponibilité de chacun. De nombreux croquis et images sont ŕ réaliser pour faciliter la compréhension du texte. Patience donc et bonne lecture ! GR Préambule... La voilure est le moteur d'un planeur, autant dire que si vous voulez améliorer les performances de votre planeur c'est par la voilure qu'il faut commencer ! en outre, savoir réaliser vos ailes vous permettra d'explorer une grande variété de profils mais surtout cela vous permettra de découvrir un jour votre profil idéal ! Performant certes, mais facile ŕ réaliser et ŕ respecter ! Car dans ce domaine bien souvent les contraintes de la réalisation nous écartent du profil théorique...Toutefois rassurez-vous, tout vole ! Avec l'aide de Gilles et de Thierry, nous allons vous décrire la méthode utilisée depuis plus de 20 ans avec quelques variantes en particulier dans le domaine du longeron et des clefs d'ailes. Cette méthode vous dispense de moules onéreux pour réaliser soi-męme des ailes appelées communément "tout plastique". Avantages et inconvénients... Les avantages de cette méthode sont les suivants :
Les inconvénients :
La méthode préconisée ici a puisé ses rčgles dans la méthode décrite par notre - trčs inventif - Gilles Gohier il y a de nombreuses années. D'ailleurs Gilles nous apportera toujours sa contribution et éventuellement ses corrections pour limiter les improvisations toujours coűteuses et décevantes. Thierry nous rappelle qu'il a visionnée la cassette de Gilles plus de vingt fois pour bien assimiler le procédé ! Alors surtout ne pas croire qu'aprčs cette lecture vous serez subitement devenu et par magie un expert de l'aile plastique. Nous vous recommandons dans un premier temps et pour vous "faire la main" d'appliquer cette méthode pour la réalisation d'éléments plus petits tels que volets de dérive et empennages. Lorsque vous aurez vraiment maîtrisé cette fabrication, alors vous pourrez envisager de réaliser vos ailes. Nous vous rappelons que l'on ne peut tout écrire sans risque de perte la clarté du texte. Il y a donc une grande par d'initiatives et de bon sens qui vous incombe. Toutefois nous donnons priorité selon nous ŕ l'essentiel et une fois de plus nous ne prétendons pas détenir la vérité absolue. Cela dit, nous sommes ouverts ŕ vos remarques et expériences personnelles pour les faire partager au plus grand nombre et ainsi nous enrichir mutuellement. Matériel nécessaire...
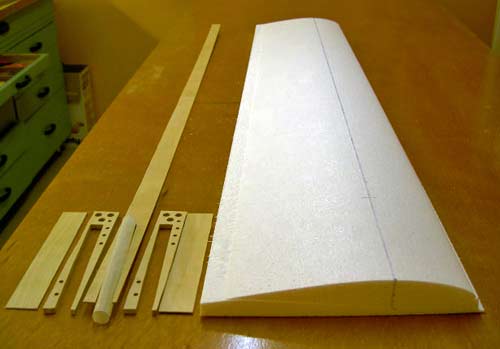
La Méthode ... Avant stratification, la préparation... Découpe des noyaux : Le bord d'attaque sera prolongé dans les dépouilles sous un angle de 45° pour assurer une bonne continuité de la plaque dans cette zone ŕ forte cambrure. Une marge importante est préférable pour la męme raison au bord de fuite soit 15 mm. afin d'éviter les effets de bord non rectiligne. Retenir que la découpe du noyau doit ętre parfaite car les ailes ŕ revętement plastique ne permettent pas de masquer les défauts - bien au contraire ! Léger ponçage au papier verre fin pour enlever les résidus de la découpe et nettoyage soigné des découpes avant stratification. Exemple : Pour relier deux noyaux par collage ŕ l'epoxy rapide il convient de ne pas étaler la colle sur toute la surface mais se maintenir en retrait d'environ 5mm. Raison : la colle modifie localement l'élasticité du noyau et c'est le marquage assuré du revętement si vous n'en tenez pas compte ! Ceci est donné ŕ titre d'exemple et applicable partout ou vous modifiez l'élasticité propre du noyau comme pour les fourreaux d'aile, longeron, etc. Thierry n'utilise plus la colle dans ce cas précis mais le scotch double face, d'oů gain de temps et non marquage du revętement. Découpe d'une plaque de référence en CTP (solution Pierre) D'épaisseur 5mm aux dimensions extérieures de la dépouille de l'aile, cette plaque servira de raidisseur pour aligner les différents tronçons d'une aile de façon immuable. Les dépouilles seront maintenues sur cette plaque par du Scotch double face. Cette derničre sera utilisée également comme patron pour la découpe des tissus. Découpe des 2 plaques PVC : Utiliser les contre dépouilles comme gabarit pour découper deux plaques en PVC en ajoutant une marge en prenant comme référence l'extrados avec marge au bord d'attaque et au bord de fuite. Ces męmes plaques seront utilisables pour le plaquage de l'intrados. Attention ne pas les rayer, elles seront réutilisables ŕ l'infini ŕ condition de bien les stocker. Découpe des tissus : Utiliser un cutter et la plaque CTP 5mm comme patron pour découper vos tissus de verre. Exemple de tissus pour l'aile du Duo Discus en 5 mčtres : 100 g/m˛ Taffetas plus un 220 g/m˛ unidirectionnel. Il est impossible de donner trop de détail sur les tissus et le grammage car il y a une infinité d'ailes ŕ réaliser. C'est donc dans ce domaine que votre expérience acquise lors de la réalisation des empennages puis de vos premičres ailes sera utile pour vous adapter ŕ votre cas particulier. Ne pas oublier qu'une aile au revętement de trčs faible épaisseur sera sensible au marquage des doigts et divers chocs. Et ces marquages sont irréversibles... Exemples de grammage pour réaliser une peau en stratifié : (ętre plus précis SVP : type de tissu et si nécessaire donner l'orientation des fibres par rapport ŕ l'envergure ).
Peinture des plaques : De préférence cirer les plaques sur la meilleure face (la plus lisse) et ensuite peindre chaque plaque ŕ la peinture acrylique (les meilleurs résultats sont obtenu au pistolet). Cette peinture se comportera comme un bouche-pores lorsque vous déposerez la résine et facilitera le dépolissage de l'aile avant peinture. Bien laisser sécher (une nuit) avant stratification. Nous préconisons de faire absolument un essai de décollage de la plaque sur un échantillon afin de bien valider votre cire, le type de matériau de la plaque et la dépose de peinture. Il est possible de réaliser 2 couches de peinture pour couvrir parfaitement la plaque d'un film de peinture d'épaisseur constante. Il peut arriver que la peinture fasse un refus ou des oeils : dans ce cas faire un premier passage léger puis attendre que la peintre tire et repasser une deuxičme couche. De la réussite de cette opération dépendra en grande partie de la qualité de votre finition ! alors ne pas négliger cette étape. Découpe des 2 nervures d'emplanture et fausses nervures (Solution GR) Réalisées au profil exact du noyau ces nervures en CTP 10 mm (pour planeur 1/3) seront placées en extrémité de noyau. Elles seront réalisées en męme temps que les deux fausses nervures et percées au bon diamčtre pour recevoir le fourreau et surtout pour donner le dičdre voulu pour chaque aile. C'est du travail de précision qui est demandé ici ! Les fausses nervures seront réalisées en CTP 5 plis épaisseur 5mm. Solution Thierry Les ailes sont stratifiées sans nervures et le fourreau de clef d'aile est introduit dans le noyau aprčs stratification complčte de l'aile. Ce dernier est logé en appui contre le contre-plaqué faisant office de longeron et une âme verticale en CTP 20/10 parallčle au longeron formant ainsi un caisson et introduite lors de la réalisation du longeron. Préparation de la résine époxy : Si possible respecter la rčgle pour réaliser des ailes légčres : Poids du tissu = poids en résine Attention travailler le plus proche possible des 20 °C et dans un air non saturé d'humidité. Respecter les fiches techniques des fabricants. La résine sera plus facile ŕ utiliser si elle est trčs fluide, donc ŕ bonne température. Plus il fera chaud et moins vous aurez de temps pour l'utiliser. Il est donc important que tout soit parfaitement organisé avant de débuter la stratification. D'ailleurs cette opération est de courte durée car nous travaillons par panneau et il n'est pas question de réaliser une aile en une seule stratification. On débute par l'extrados, puis on réalise dans un second temps le coffrage de l'intrados non sans avoir traiter le cas du longeron. Formule de pesée d'aprčs dosage pondéral : Fiche technique : Pour 100g de résine le fabricant préconise 40g de durcisseur Exemple : Je veux préparer 60 g de résine de la "2022" de chez SF Composites - la formule donne : (60 x 40)/140 = 17,14 g de durcisseur. Soit : 60-17,14= 42,86 g de résine. On arrondi ensuite au 1/2 gramme. La stratification Ordre des opérations de stratification
Mise en place du longeron : Les deux ailes alignées extrados en bas, tracer la position du longeron : une fine cordelette permet une précision suffisante pour cette opération et tracer l'axe de référence. Cette opération rassemble la mise en place des fourreaux de clefs d'aile et du longeron
Méthode du longeron ŕ semelles : Longeron de section I ... Cette méthode décrite ici a le mérite d'ętre assez simple : Elle consiste ŕ réaliser un longeron travaillant correctement en flexion d'oů la notion de semelles. Il convient de réaliser un longeron en disposant la matičre la plus résistance le plus loin possible de la fibre neutre. Le croquis ci-joint vous éclairera si nécessaire sur cette caractéristique élémentaire des poutres. Selon l'orientation des efforts les fibres des semelles travaillent en traction ou bien en compression. La premičre caractéristique des fibres de verre ou carbone est leur aptitude exceptionnelle dans le domaine de la traction. Cela signifie que pour avoir une tenue en compression suffisante, il faudra augmenter la section de la semelle comparer aux męmes contraintes en traction. D'oů en F3b des semelles de longerons plus robustes sur l'extrados qu'ŕ l'intrados pour absorber les efforts dans la zone de limite élastique lors des puissantes montées au treuil... Pour simplifier en sachant que la section du longeron doit évoluer tout au long de l'envergure, voici comment procéder :
|
|||||
|
A suivre... |
|||||
![]()