METHODE DE MOULAGE Normande… la notre !
Pour l’utilisation des composites il faut impérativement touiller 3 mn pour bien mélanger que ce soit le gelcoat ou bien la résine. Passer le GC le matin et 4 h aprčs on peut commencer ŕ tartiner. Remplir les angles autour de la cabine et en haut de la dérive avec du micro ballon silice et fibre broyée + quelques mčches de verre. Nourrir grassement de résine le coté de moule et poser le 160g bien ébuller en chassant vers l’extérieur ne pas s’attarder sur le tissu la résine va rentrer progressivement dans les fibres bien éliminer les poches d’air. Finir la pénétration de la résine en tapotant verticalement avec le pinceau. ( Les professionnels utilisent le terme de mouillage ).
Pour le premier 300g on le pose de la męme façon et on réapprovisionne en résine grassement en laissant le tissu travailler. Finir de la męme façon que le 160g. Le fait de travailler rapidement sur le 1er 300g permet d’avoir une bonne pénétration avec de la résine toujours fraîche. Poser le dernier 300g toujours en ébullant bien partout et tapoter sans ajouter de résine uniquement. Le tissu est correctement mouillé lorsqu'il est translucide sur toute sa surface. De cette maničre on obtient un intérieur de moulage légčrement mat et si on estime qu’il y a trop de résine il est possible d’éponger avec du Sopalin.
Pour la fermeture on aura laissé dépasser les tissus d’un coté du moule et on aura arasé l’autre coté. Araser aussi autour de la dérive car les tissus auront du mal ŕ se replier sans faire de plis. Uniquement ŕ cet endroit on mettra une bande de fermeture une fois le moule refermé. Prévoir des ciseaux bien affűtés !
Pour l’autre demi moule on laissera les tissus dépasser de l’autre coté d'environ 15 ŕ 20 mm. (Le but est de ne pas utiliser une bande de jonction spécifique pour lier les deux coquilles).



Pour obtenir un beau plan de joint il faut bien mouiller les tissus qui dépassent du moule puis couper les tissus mouillés ŕ 10/15mm. Approvisionner en résine fraîche les endroits de collage et fermer le moule en contrôlant bien qu’aucun tissu n’est prisonnier du joint.
A ce sujet nos moules sont centrés avec du ˝ rond qui permet de ne pas fermer verticalement et donc d’avoir rarement du tissu mal positionné et lorsque l'on observe nos plans de joint la méthode est bonne et aisée.
Poser les boulons et serrer les écrous. Bien rouler le plan de joint intérieur avec un rouleau fait avec des rondelles de 30mm de diamčtre écartées avec des rondelles plus petites (mon rouleau fait 30mm de large) ce rouleau est monté au bout d’un long manche permettant d’aller travailler dans le fuselage renforcer ŕ l’endroit de la fermeture de la cabine avant arričre et du nez . Les tissus ŕ ces endroits ont été taillés en biais avant la fermeture pour ne pas risquer de les replier.
Poser la bande dans la dérive avec un pinceau rallongé. Temps de travail pour en arriver lŕ :ŕ deux personnes 3h30. Pour démouler : environ 5mn. Poids du fuselage : 1970g
Actuellement nous avons moulé 5 fuselages et les poids se tiennent : 2040g pour le 1er, 1970g pour le 5eme. Le gain de poids vient du travail sur le 2eme tissu.
C’est grâce aux articles des GPR que je me suis lancé dans l’utilisation des composites aussi bien pour la réalisation des moules que la stratification des fuselages. Ma méthode s'est adaptée au fur et ŕ mesure de la réalisation.
Merci Gérard et bravo pour ce site
JPV

Le moule et la pičce finie : Ici le fuselage du Twin Astir. Masse environ 2 kg
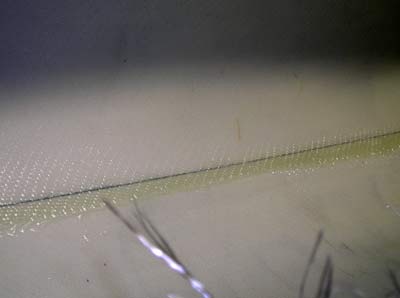


Recouvrement du tissu au niveau du plan de joint. Méthode garantissant une liaison robuste car la polymérisation s'effectue avec la coque ce qui n'est pas le cas lorsque l'on ajoute une bande de jonction plus tard
Le recouvrement est inversé haut et bas pour faciliter le rapprochement des deux moules sans emprisonner le tissu entre les plans de joint.
La pičce finie : laisser la pičce 48h dans le moule pour stabilisation et éviter ainsi le vrilllage de la dérive. L'idéal serait d'étuver sans point chaud. GR



Mise en place du support train qui est fixe
Renforcement de la clé et reprise d'effort du train



Moulage des cadres de verričres



Sctoch latéral ŕ l'intérieur pour contenir la "choucroute"
Le cadre sorti : Attention le fuselage dans cette zone est déformable en particulier les fuselages sans arceau. Il convient de mettre un ou deux couples en CTP pour réduire cette déformation et donc faciliter l'ajsutement du cadre de verričre.
Le cadre remonter sur le fusalage parfaitement ajusté car moulé dessus...

FUSELAGE
Pose des couples pour le train couple AV dessous fourreau de clé d'aile.
Pose de la roue principale
Pose de la roue AV
Roue AR facultative
Fabrication des cadres de verričres directement sur le fuselage : cirer pose d’un scotch large sur la tranche du fuselage ŕ l’intérieur et autour du cadre ŕ l’extérieur.
Choucrouter en appui sur le scotch avec résine MB silice et fibre broyée et inclure des fils de verre pour consolider
Mettre en forme ŕ la meuleuse démouler et achever l’emplacement des verričres en se guidant sur l’épaisseur de la feuillure (plus facile ŕ faire qu’il n’y parait pour un superbe résultat)
Les verričres seront collées au silicone transparent en dépolissant légčrement la surface de collage.
Présentation de la verričre : ça commence ŕ ressembler ŕ un vrai planeur ! Verričre collée au silicone transparent.
