Réalisation du nouveau stabilisateur....
Page publiée le 08 février 2022 et actualisée le 23 février 2022
![]()
![]()
|
Réalisation du nouveau stabilisateur.... |
||
|
Page publiée le 08 février 2022 et actualisée le 23 février 2022 |
|
|
|
Réalisation d'un deuxième stabilisateur de l'ASH 25 le 7 février 2022 Matière première : Polystyrène expansé densité moyenne (origine Castries) Dimensions : C1 =183mm C2 = 86mm F = 69 mm Revêtement stratifié avec résine 1050 Profil : NACA 0009 |
|
|
|
|
|
|
|
|
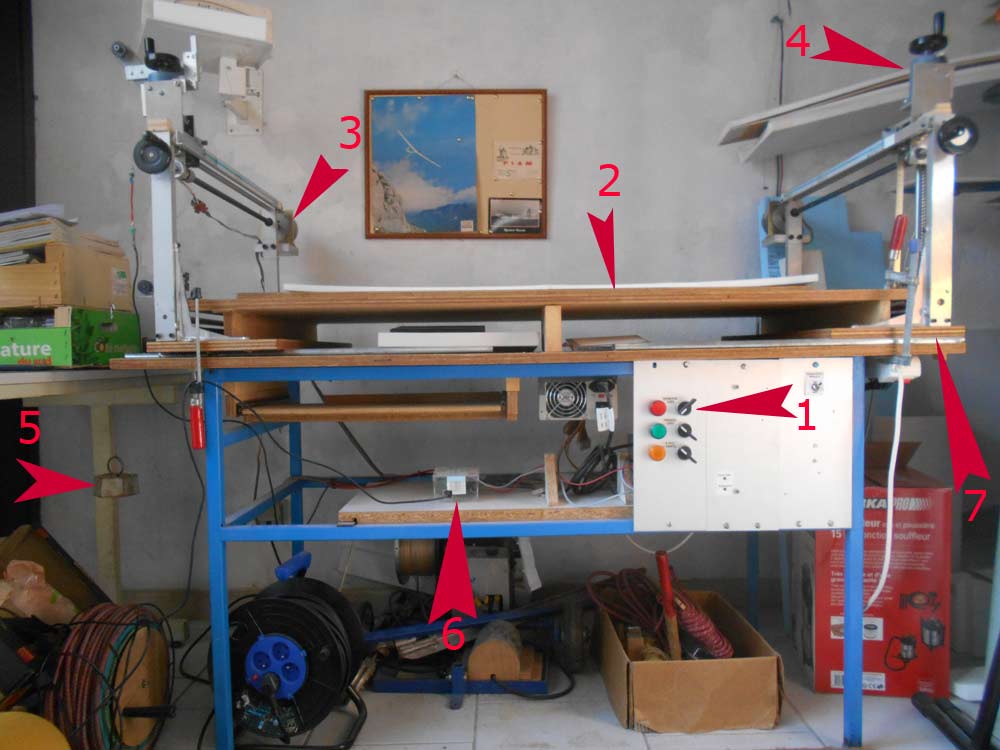
1-Mise en marche 2 -Table de découpe 3 - Moteur axe des X 4 - Moteur axe des Y 5 - Poids pour tension constante du fil 6 - Interface USB pour PC portable plus d'info ICI ! 7 - Portiques moteurs monté sur 2 glissières |
|
|
|
|
|
Point origine pour mesurer la longueur du fil côté droit (données à renseigner dans le prg de découpe - Table) |
|
|
|
|
|
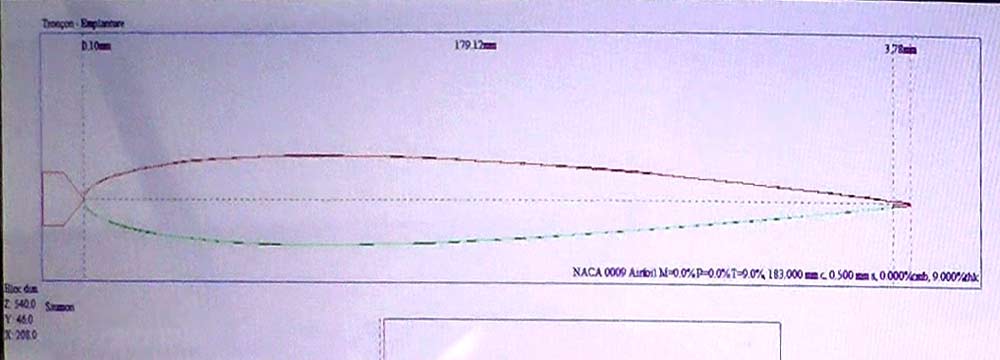
Profil du stab : NACA 0009 fichier .dat dans répertoire Profils |
|
|
|
|
|
Découpage en cours juste après la découpe du bord d'attaque. Cette option est utilisée lorsque l'on réalise un coffrage en stratifié avec des feuille PVC 6/10 afin d'assurer la continuité du profil. |
|
|
|
|
|
Le 8 février 2022 - Préparation des noyaux en vue d'un coffrage en stratifié. Masse des deux noyaux brut de découpe : 26.6 g CTP 20/10 5 plis comme longeron et pour prendre appui sur les 2 ergots Ø 2 de centrage du stab. Insertion d'un bloc de balsa à l'emplacement de la vis unique de fixation. Les 2 ergots cap Ø2 + la vis M4 BTR permettent le maintien du stab sur la dérive. |
|
|
|
|
|
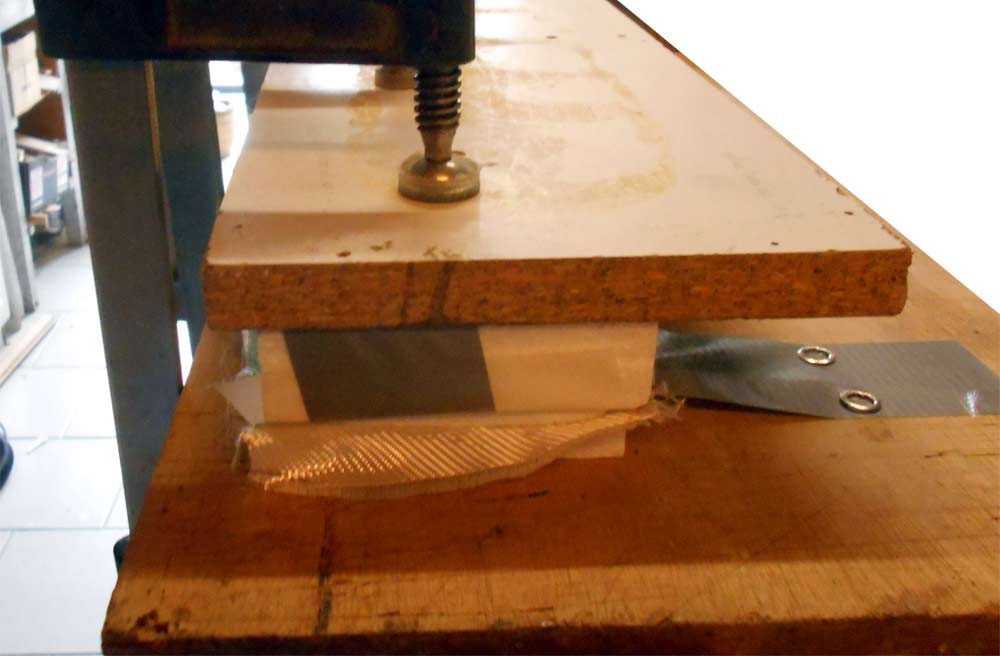
le 9 février mise sous presse de l'intrados à 12 h00.
|
|
|
|
|
|
le 11 février démoulage face intrados sans difficulté. |
|
|
|
|
|
état de surface obtenu sans défaut ajouté, soit la réplique exacte de la face du PVC du Larzac. Axe de symétrie en léger relief qui sera poncé |
|
|
|
|
|
Noyau immobilisé dans sa découpe par trois points de Scotch double face puis stratification sur les 2 plaques PVC assemblées par un Scotch sur l'axe de symétrie |
|
|
|
Stratification du 11 février 2022 à 12 heures
|
|
|
|
|
|
|
|
le 12 février 2022 - stab démoulé et évidement de la zone de fixation |
|
|
|
|
|
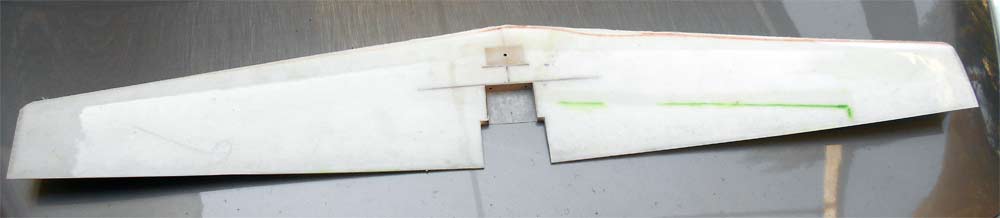
Stab avant découpe des volets de profondeur |
|
|
|
|
|
Découpe des volets réalisées : ici évidemment à la poncette de la zone devant être stratifiée afin de rigidifier à la fois le caisson de cet élément et permettre la dépose du dépôt de silicone en guise de charnière |
|
|
|
|
|
Talon balsa + CTP 20/10 conforme au grandeur |
|
|
|
|
|
Stab monté sans les volets de profondeur. Ici présente 2 charnières Nylon pour articuler l'élément central qui transmet le mouvement aux deux volets |
|
|
|
|
|
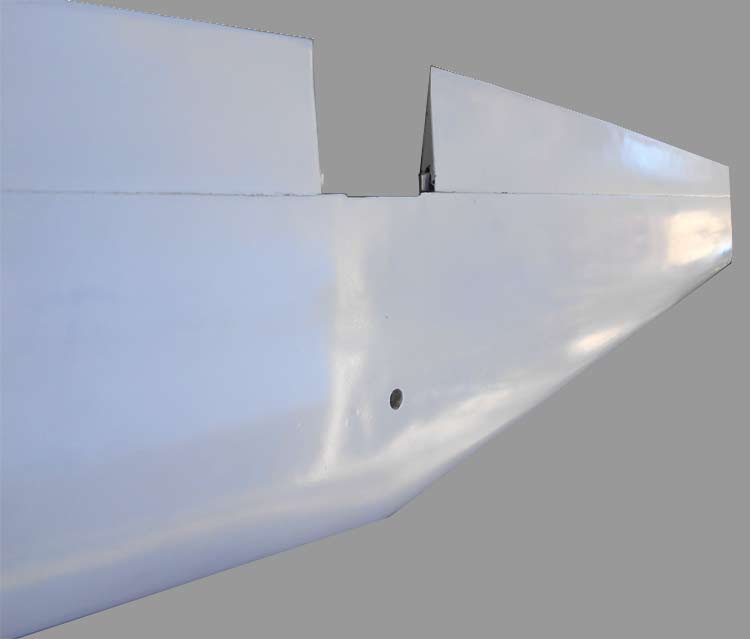
le 17 février 2022 Stab achevé avant traitement pour peinture Masse : 213 g - Le stab d'origine réparé pèse 259g mais peint... |
|
|
|
|
|
Ensemble très rigide : peau stratifiée de 0.3mm assurant une bonne tenue aux marquages. Il était possible de gagner 50 g en modifiant le grammage des tissus. (J'ai utilisé ce que j'avais dans mon stock) |
|
|
|
|
|
Détail de la fixation : Soit une vis BTR M4 et 2 goupilles de centrage Ø 2 mm |
|
|
|
|
|
le 17 février 2022 Stab complètement dépoli pour recevoir un mastic d'apprêt |
|
|
|
|
|
le 23 février stab complètement achevé soit : 245 g. 245-213 = 32g mastic+peinture c'est beaucoup car j'ai du m'y reprendre à deux fois pour raison d'incompatibilité du mastic avec la peinture... Une sorte de galère ! |
|
|
|
|
|
|
|
|
|
|
|
Ici les deux ergots qui entraînent les volets de profondeur |
|
|
|
|
|
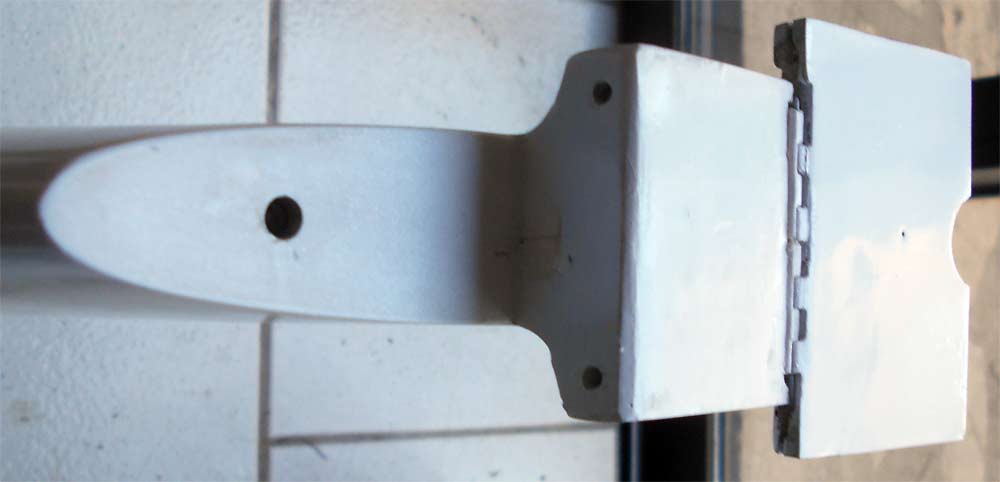
Une seule vis de fixation M4 BTR et les 2 trous pour accueillir les pions de centrage. A droite l'élément du volet de profondeur récupéré lors de la réalisation du stab et rendu solidaire du fuselage par deux charnières. Le servo de profondeur attaque cet élément. Système rapide lors de la mise en uvre et à l'usage très fiable ! |
|
|
|
|