Fabrication du moule de fuselage
![]()
![]()
|
Fabrication du moule de fuselage |
||
|
|
|
|
|
|
||
|
|
|
|
|
Le fuselage du JP15 est un modèle relativement complexe à réaliser. C'est donc l'exemple parfait pour expliquer par l'image sa réalisation. Ici nous sommes à l'étape 2, juste après la réalisation du master. Cette étape nous montre la réalisation d'une demi- coquille du futur moule. Le plan de joint passe par le plan de symétrie de la pièce : il doit être plan à +/-0,5mm. Dans ce domaine l'erreur à ne pas commettre est la réalisation d'un master en deux pièces. Cette méthode est celle du débutant imperméable aux conseils avisés des professionnels. Elle ne permet pas de réaliser des plans de joint irréprochables . Le master doit être maintenu fermement dans l'empreinte par des couples placés sur la face opposée, c'est à dire dessous. Pour boucher les écarts inévitables situés entre le master et la silhouette en bois, on utilise une pâte à modelée spécifique pour cette application. Bien malaxer la pâte avant son utilisation, la déposer à la spatule de vitrier et laisser durcir 24 heures avant de cirer le master. Produits utilisés... Gel-coat polyester, qualité pinceau (couleur verte) Ref : 6014HT50 de chez SF Composites Tel 04 67 99 85 50 agence Montpellier route de Fréjorgues. Résine polyester Ref : 420-852 même fournisseur. |
La dernière image montre le panneau en bois panocéan plaqué lisse. Attention, il existe des panneaux à la surface granuleuse donc impropre à cette utilisation. La silhouette est découpée préalablement, toutefois cette pièce peut-être réalisée en deux éléments pour faciliter la découpe et l'ajustement avec la forme. Il conviendra donc de relier à nouveau les 2 pièces par une liaison inférieure (tasseau de bois) afin de reconstituer toute la surface du plan de joint. Non réalisé par Thierry, mais utile pour éviter la fastidieuse opération d'ébarbage et de mise en propreté des contours extérieurs du moule : cela consiste à coller sur le plan de joint (voir croquis 1) et sur tout le contour du moule (à environ 60mm du contour du master) une baguette bois (ou un profilé plastique) dépassant d'environ 10 mm afin de contenir le gel-coat et la fibre. Après démoulage de la demi-coquille du moule vous n'aurez de ce fait, aucune retouche à effectuer et les contours du moule seront très propres. Et c'est aussi du gain de temps ! Alors Thierry si tu m'écoutes ! la prochaine fois...
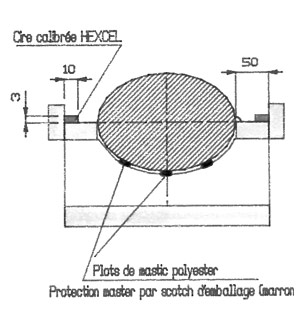
Croquis 1 |
||||||||||||||||||
|
|
Croquis 2 |
||||||||||||||||||
|
Petits détails utiles : poser la forme sur de plots de mastic pour permettre son calage avec précision. La protection de la forme : du scotch ! On voit la présence d'un profilé de cire de 3x10mm sur tout le pourtour : cette cire permet de créer une forme en creux permettant l'autocentrage des 2 coquilles du moule. Cela évite le perçage de trous pour assembler les coquilles. L'opération de serrage étant alors confiée à des serre-joints ordinaires. |
Ci-dessus une vue de dessus de l'outillage de moulage : Une base comme socle, environ 5 à 6 montants pour maintenir la forme (ou master) et la plaque ajourée recevant la forme à mouler. |
||||||||||||||||||
|
|
|
||||||||||||||||||
|
Ci-dessus un moule d'ogive pour planeur F3b centré à l'aide de demi-ronds (male-femelle) . Ce système permet de réaliser des moules de faible épaisseur sans avoir à craindre des défauts au plan de joint. |
|
||||||||||||||||||
|
Cirer et recirer... Cette opération ne doit pas être traitée à la légère si vous ne voulez pas aller au désastre... Six à 8 fois vous devrez cirer en prenant soins d'espacer d'au-moins 6 heures les opérations. Entre chaque opération, le film de cire doit durcir. Les premières couches de cire sont destinées à "nourrir" en profondeur la pièce à mouler. Ensuite la pellicule de cire qui doit être brillante pour obtenir une surface glacée, doit envelopper toute la pièce - y compris dans les recoins les plus inaccessibles. Les spécialistes vous proposent des cires parfaitement adaptées : ne pas oublier de demander la fiche technique. Dépose du gel-coat... Il s'agit d'un gel-coat spécial moule : ne pas faire l'impasse et utiliser n'importe quel gel-coat ou résine lorsque de nombreuses heures ont été passées pour arriver au moulage. D'autre part ces "gel-coat moule" sont beaucoup plus résistants. Il existe deux types de produit : pour une dépose à la brosse ou bien au pistolet. A la brosse il est difficile d'obtenir une épaisseur constante, mais gros avantage on limite la pollution. Il existe une jauge, sorte de peigne |
|||||||||||||||||||
|
|
|||||||||||||||||||
|
Après la dernière couche de gel-coat et ce dernier "amoureux" déposer une fine couche de mat de verre en 100g puis attendre 24 heures pour achever le moule. Important : Thierry qui utilise pour ses moules de la résine polyester, travaille avec 1/100 de catalyseur pour 100g de résine y compris avec le gel-coat de moulage. les strates de tissus de verre... dans l'ordre :
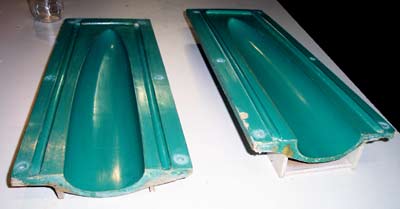
L'épaisseur d'un ²moule pour nos besoins n'est pas critique : elle se situe entre 4 et 6 mm. Une certaine flexibilité de chaque coquille du moule n'est pas un handicap, bien au contraire. Une fois les coquilles assemblées pour la jonction des deux coquilles, l'ensemble devient alors très rigide et indéformable. Finition... Prévoir deux berceaux pour donner une assise stable aux deux moules lorsqu'ils seront utilisés sur le plan de travail. Puis laisser se stabiliser une semaine le moule avant d'entreprendre le démoulage du master. Centrage des coquilles... Prévoir les trous de centrage et de serrage des deux demi-moules. Plusieurs méthodes... Méthode 1 Une gorge a été réalisée (demi-rond en samba de 12mm) sur tout le pourtour du moule pour permettre un autocentrage des coquilles : dans ce cas le travail s'arrête là car la fermeture des deux moules se réalise avec de simples serre-joints. Méthode 2 Le plan de joint est plan et il faut prévoir des trous tous les 250mm environ pour passer des boulons de 6 mm. La partie lisse du boulon faisant office de goupille de centrage. Si vous avez retenu cette formule plusieurs cas s'offrent à vous : Cas 1 : Lors de la réalisation des coquilles il était judicieux d'intégrer des cimblots soit en acier ou en bois dur pour améliorer le guidage des boulons donc le centrage des coquilles. Ces cimblots peuvent être pré-percés à 6mm et montés lors de la deuxième coquille avec les boulons pour obtenir un centrage parfait des deux moules. Cas 2 : vous n'êtes pas très exigeant et vous percer directement les coquilles tous les 200 mm à 6 mm. Laisser le moule se stabiliser une semaine sur le master pour libérer les contraintes du retrait de la résine : retrait plus important avec les polyester qu'avec les époxydes. |
|||||||||||||||||||
|
|
|||||||||||||||||||
|
|
|
|
|
|
Vue par dessous du master en appui sur deux tréteaux |
Préparation des contours de cabine avant moulage : cette partie du moule sera ouverte |
||
|
|
|
|
|
|
Préparation soignée des surfaces avant moulage du demi-moule et dépose de 8 couches de cire |
Dépose du gel-coat en deux opérations |
||
|
|
|
|
|
|
Dépose du mat de verre 400g/m² et des bandes même tissu sur le pourtour du master |
Finition une dernière couche de tissus Sergé 200g/m² |
Détail du moule zone cabine |
Attendre 24 heures avant de démouler |
|
|
|
demi-moule achevé : on enlève la plaque permettant d'obtenir le plan de joint du moule sans marquer le master. Attention : ne pas démouler le master ! |
|
|
|
|||