Renaissance de l'Alpilles ...
Page publiée le 08 décembre 2014 et actualisée le 18 février 2015
![]()
![]()
|
Renaissance de l'Alpilles ... |
||
|
Page publiée le 08 décembre 2014 et actualisée le 18 février 2015 |
|
|
|
|
|
|
Réalisation de la voilure (Page en construction)
|
Les choix retenus pour la réalisation des ailes de l'Alpilles sont dictés pour une utilisation en milieu hostile, comprenez :"voler sur les pentes méditerranéennes". L'aile à revêtement stratifié est donc exclue, la structure classique aussi, reste l'aile coffrée samba. C'est ce que nous allons voir en décrivant le mode opératoire pour ceux qui seraient tentés de s'y mettre... L'envergure de 3 m est appropriée pour débuter et découvrir par soi-même les embûches de ce type de construction. Toutefois, cela exige de disposer d'un atelier ou bien d'un garage. Ne vous lancez pas dans cette fabrication dans votre appartement car la poussière et les produits chimiques à manipuler sont incompatibles avec une hygiène élémentaire. |
Les étapes :
|
|
|
|
|
Données Alpilles dans Predim V.2.55 lite |
|
1 - Découpe des noyaux
|
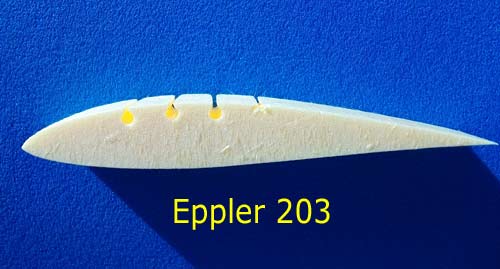
Si vous ne disposez pas d'une machine de découpe CNC, rapprochez-vous d'un club, il serait bien étonnant que personne ne dispose d'une telle machine. Vous débutez ? Alors oubliez les profils de faible épaisseur relative (-10%) car ils exigent une parfaite réalisation et ils seront moins tolérants aux imperfections. Le profil de l'Alpilles est épais, il s'agit de l'Eppler 203 d'une épaisseur relative de 13.6% qui est un profil initialement réservé à l'emplanture (E203-201-193). Autres profils encore plus faciles à réaliser car biconvexes, les Ritz que l'on retrouve sur les premiers Alpina (1981) et ASW 22 des années 80. Éviter
si vous le pouvez
la découpe manuelle à la scie à fil chaud qui exige de découper au
préalable
des gabarits et surtout exige un coup de main - à deux - pour
tenter d'obtenir un résultat acceptable. Mais ici il est seul et
se débrouille pas mal pour ce type particulier d'aile: |
Pour la matière il y a deux sortes de produits :
Dans le cas présent, votre serviteur a choisi l'extrudé car il disposait d'un bloc qui l'encombrait depuis des années. Si vous choisissez l'expansé attention aux produits issus des dépôts pour le bâtiment. Impuretés qui compliquent la découpe, humidité interne due au stockage, structure du produit non homogène, bref c'est pas cher mais ce qui est sûr, c'est que vous allez droit à l'échec ! La meilleure marque pour les expansés c'est Knauf et c'est fabriqué en Belgique et distribué partout. Toutefois j'ai appris récemment que la qualité avait baissée... et probablement pas le prix, comme toujours. J'en profite pour vous présenter ma machine de découpe conçue en 1992 et qui a pu adopter le système génial de Gérard Prat en l'an 2000. Merci aussi Internet ! |
|
|
|
|
Pour la petite histoire... Cette machine à découper - non pas le beurre mais l'expansé - appartient à votre vénérable serviteur. Elle est, sauf avis inverse, probablement la première réalisée en France (1992) avec les moyens du bord et était (pour le premier prototype) pilotée par Eprom (Programme de calcul développé par Nicolas C.), puis l'année suivante par PC. Il avait été prévu d'améliorer la productivité de cette machine en doublant la table de découpe pour découper - simultanément - l'aile droite et gauche et à y être, 5 fils de découpe superposés permettaient - en une passe - de découper 5 paires d'ailes ! Cette version est restée dans les cartons à dessin d'un lycée de Montpellier Classe BTS électromécanique. |
Ici pour ne pas oublier les dates :
|
|
|
|
|
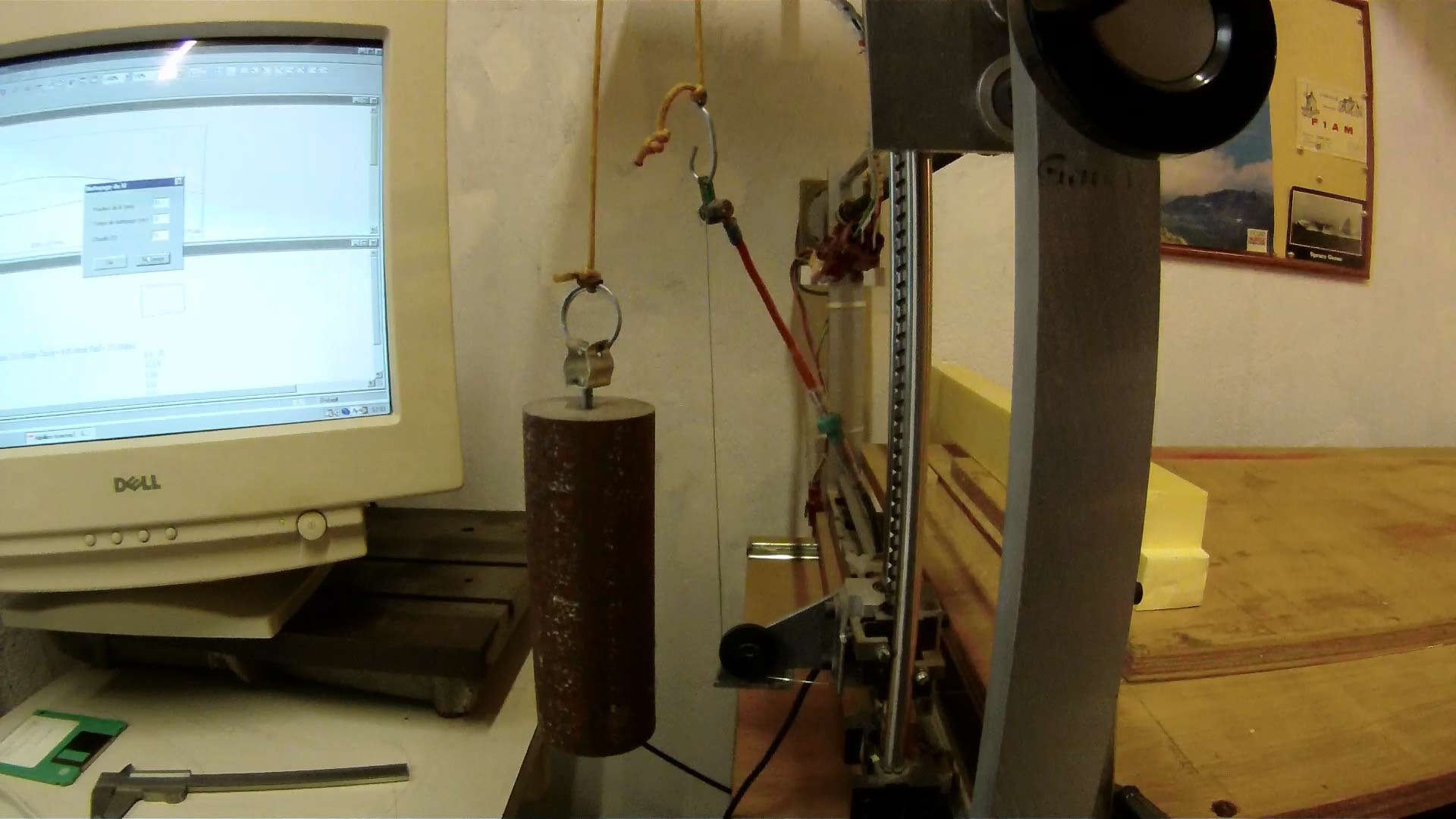
Une des originalités de cette machine c'est le système de tension du fil. C'est tout simple : Un poids que vous voyez ici qui exerce une tension constante qu'elle que soit la position des chariots. Cette masse se déplace avec le chariot des Z gauche. Ce que je ne voulais pas et ne pouvait pas modifier facilement, c'est l'adaptation du système de tension (arc) qui mettait en cause le chassis et venait occuper l'espace en-dessous de la table réservé à d'autres usages. |
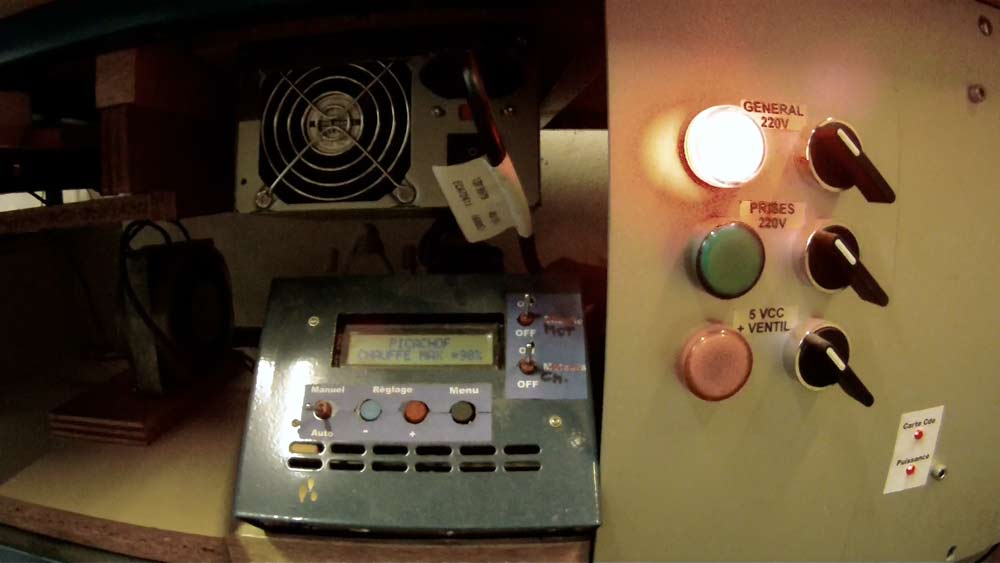
le dessous de la table le voici en partie avec le fameux Picachof développé par l'équipe de Gérard Prat pour réguler de façon précise la température du fil soit en mode manuel, soit en automatique.
|
|
|
|
|
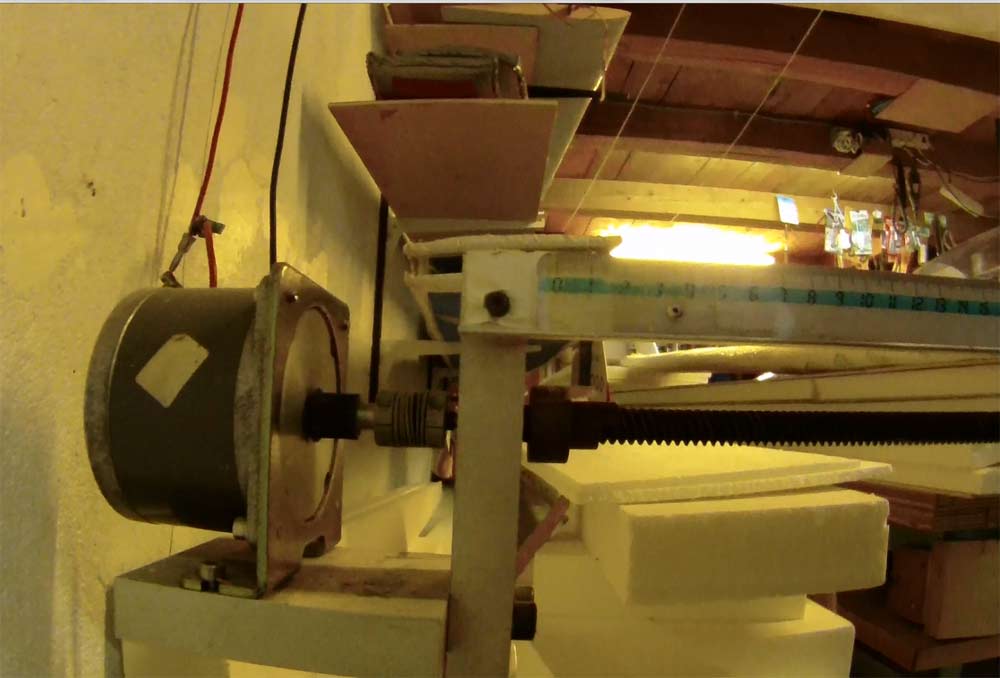
Les moteurs (Slosyn et Miniangle Stepper) sont surdimensionnés (axe de sortie 10mm), mais comme c'est de la récup, pas grave. Tous les guidages se font sur douilles à billes et les vis à billes également avec rattrapage de jeu. Des vis de récupération américaines au pas de 12.7 qui fut le premier obstacle pour utiliser le programme de l'équipe de Gérard. A ma demande, Gilles à bien voulu modifier son programme pour pouvoir accepter toutes valeurs de pas. Merci Gilles ! |
Le programme utilisé est disponible ici : Il s'agit de GMFC Pro dernière
version Version 3.90, 29/06/2014.
à télécharger moyennant 150E ici :
|
|
|
|
|
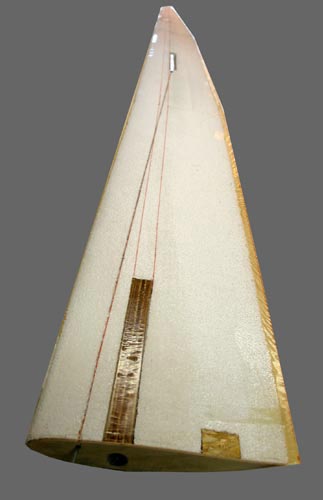
Voici la première découpe de l'aile gauche réalisée le 4 décembre 2014. Vous noterez le grand espace entre le noyau et la coquille, conséquence d'une forte chauffe pour cet extrudé. Un extrudé de couleur jaune qui remonte à une vingtaine d'années... Petit rappel du principe de découpe adopté par l'équipe de Gérard Prat. -
En
aucun cas le fil lors de son avance dans le bloc ne doit faire face
à un effort d'avancement -. Voir le principe ici : Pourquoi ? Tout simplement pour éviter de voir apparaître une flexion du fil (comme sur un arc en tension) et ainsi fausser gravement la découpe en particulier au milieu de l'aile. Conséquences pour parvenir à ce résultat : Calculer une trajectoire de fil prenant en compte le rayonnement important du fil et mesuré lors de la calibration et cela dans différents types de matériaux. Et surtout la constance de la vitesse quel que soit son trajet...par exemple les faibles rayons. Ce travail de calcul que seul un ordinateur est capable de réaliser fut - entr'autres, l'affaire de Gilles. |
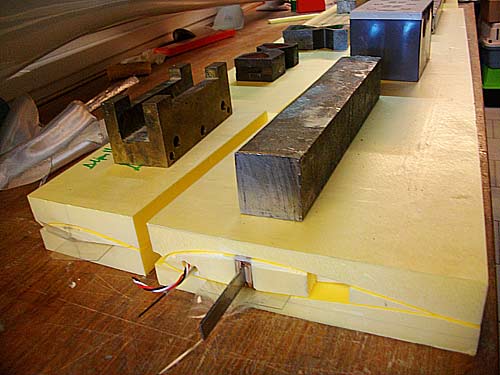
Découpe de l'aile droite : Le sens de découpe souhaitable pour une bonne sortie est de commencer par la découpe côté bord de fuite de l'extrados. On a le choix si cela ne vous convient pas. Tout est paramétrable ce qui évite à Gilles d'avoir à modifier des choix faits lors de la conception. En contre partie, pour l'utilisateur ça l'oblige à se méfier de ce qui doit être coché ou pas. Quelle patience a-t-il fallu à Gilles pour parvenir à stabiliser une version ! Lorsque tout est parfaitement réglé il n'est pas nécessaire de mettre de poids sur le bloc car il ne doit pas bouger par principe. Mais cela c'est la théorie car lors de la découpe les contraintes se libèrent (surtout pour l'extrudé) et le bloc se déforme plus ou moins selon le produit dans le plan vertical. Déposer dessus le bloc une plaque qui maintient l'ensemble est utile me semble-t-il lorsque vous avez fait le choix en plus de découper l'emplacement du longeron. Dans le cas présent j'ai fait au plus simple en me contentant de découper le noyau le plus propre possible et respectueux des valeurs escomptées. Et c'est déjà bien !
|
|
|
|
|
Ici après découpe du noyau la machine procède à la découpe extérieure du bloc. Mais il est possible de découper avant, pendant et après. Un choix qui est offert par le programme qui tente de s'adapter aux nombreux caprices de chacun... |
A titre d'exemple une autre découpe dans du polystyrène expansé. l'Aile du SB10 Fin de l'histoire ! |
|
|
|
|
Plan de l'aile Alpilles : l'axe de référence est situé au 1/3 de la corde emplanture, soit 70mm du BA. Flèche au saumon: 31,7. Clé ronde de 12 mm en 2017A (AU4G) ou carbone droite et dièdre de 3° (par aile) dans le fourreau d'aile. Ou clé plate 15x2 mm en acier laminé (Tôle bleue). |
Stabilisateur monobloc : Emplanture à 12,5 mm de l'axe. Entr'axe palonnier 30 mm Tube laiton lg 50mm pour cap 20/10 Corde emplanture 120mm Volet articulé en 2 points et démontable |
2 -Assemblage des découpes
|
La découpe des noyaux de l'aile de l'Alpilles a été réalisée en 2 tronçons de longueurs inégales. Ce sont les dimensions du bloc qui dictèrent ce choix. Ensuite il faut les mettre bout à bout pour constituer une aile entière. Lors de cette opération, il convient de vérifier si la découpe s'est bien déroulée. En d'autres termes si les blocs étaient bien positionnés par rapport au 0 de la machine. Et si c'est le cas, vous aurez la surprise de raccorder parfaitement ces derniers sans avoir de décalage du profil. Les coquilles sont assemblées extrados et intrados à l'époxy rapide tout comme les noyaux en ayant préalablement vérifié le bon alignement du bord d'attaque. |
Vous noterez que ces 3 éléments par aile n'ont aucune rigidité: il est donc préférable de coller au Scotch double-face la dépouille inférieure d'intrados sur une plaque de CTP 5mm découpée au contour extérieur des dépouilles. Cette opération a pour but de vous garantir une géométrie stable de votre aile jusqu'à son démoulage final. Toutefois, on peut faire l'impasse lorsque l'aile est d'un seul tronçon et l'épaisseur du bloc généreuse.
|
3 - Réalisation des fourreaux d'aile
|
A l'époque de l'Alpilles tous les planeurs étaient équipés de clés plates et j'ai conservé ce principe pour utiliser celles en réserve. Cette dernière a une section de 15 x 2mm pour une longueur totale de 170 mm. Soit 37.7g. Il convient donc d'assurer une liaison mécanique entre cette clé en acier traité qui doit se situer autour de 110 kg/mm² et l'aile en polystyrène... La qualité de cette liaison est primordiale pour être capable de faire face aux efforts appliqués dans cette zone précise. Pour ce faire, il faut réaliser ce que l'on appelle dans notre jargon, un fourreau. Il sera constitué de 3 pièces en CTP : une âme centrale et 2 flancs. La pièce centrale en CTP aviation aura une épaisseur de 2 mm égale à l'épaisseur de la clé acier. Les deux flancs en ctp ordinaire de 5 mm. Soit 12 mm d'épaisseur pour notre fourreau, épaisseur suffisante pour assurer la liaison avec les 2 semelles du longeron. |
|
|
Ci-dessus un fourreau pour clé ronde. Lorsque le profil est suffisamment épais, il est plus simple de mettre le dièdre de l'aile dans cette pièce. Dans le cas contraire, le dièdre sera donné par le fourreau logé dans le fuselage. |
|
|
|
|
|
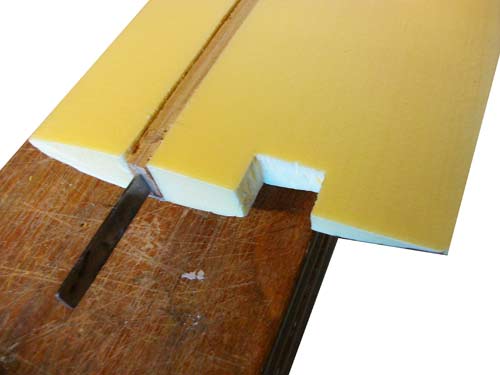
Pour l'Alpilles le tube est remplacé par une clé plate et pour obtenir une largeur suffisante afin d'assurer la continuité des semelles du longeron les CTP latéraux feront 5 mm d'épaisseur. Soit au total 5+2+5 = 12mm. En noir les deux semelles du longeron en mèches de verre, en orange le coffrage samba 7/10, en bleu la nervure d'emplanture et en marron la section longitudinale du fourreau de 12 mm d'épaisseur. Vous noterez la forme type "épingle à linge " qui a pour but d'éviter de concentrer les contraintes en un point, mais les répartir sur toute la zone biseautée réputée flexible de part sa forme. Ce n'est pas un gadget aussi je vous recommande de reproduire ce profil. Pour fixer les idées, la profondeur de cette découpe sera égale à 2 fois l'épaisseur du profil. L'idéal est donc d'utiliser non pas du CTP mais du hêtre épaisseur 5 (ou du Samba) en prenant soins de disposer les fibres dans le sens de la longueur pour qu'elles travaillent en flexion. Les flancs en CTP n'est pas la solution idéale. |
Exemple de clé fabriquée outre-Rhin il y a quelques années...
On voit ici le soin apporté pour assurer une transition douce entre la partie très rigide de la clé acier et l'aile. La longueur totale du fourreau bois est de 220mm mais il n'y a pas de semelle de longeron. L'aile est de conception à enveloppe travaillante avec un samba de 1.3mm environ soit presque le double du 0.7 utilisé sur l'Alpilles. Une technique qui a fait ses preuves sur l'Alpina et qui permet de réduire sérieusement les temps de fabrication. |
4 - Tracé des références de l'aile
|
L'assemblage des dépouilles et des noyaux achevé, le moment est venu de tracer sur le noyau l'axe de référence placé généralement au 1/3 de la corde et qui relie l'emplanture et le saumon. Pour ce faire, je préfère à défaut d'une longue règle - le cordon. Cordon qui n'est que de la fine cordelette et qui sera tendue et scotchée à chaque extrémité. A l'aide d'un crayon vous marquerez quelques points pour pouvoir tracer cet axe avec votre réglette habituelle généralement de 50 cm. Cet
axe sera aussi l'axe du longeron. Dans le cas présent de l'Alpilles il sera
réalisé une rainure de largeur 10 mm et de 2 mm de profondeur évoluant
à 1mm au saumon pour "
couler" le longeron en mèches de fdv. Cet axe vous permettra de tracer
l'emplacement de l'aérofrein généralement accolé et en arrière du longeron.
Vous tracerez également les axes de passage des gaines électriques
pour alimenter les servos d'aileron et ce tracé se fera côté intrados.
Même opération pour la commande des aérofreins. Réaliser ces rainures
n'est pas facile, aussi j'ai réalisé un petit outil de découpe décrit
ici :
|
|
|
|
Pour les grandes envergures une longue règle de tapissier (flexible) est idéale |
5 - Préparation des noyaux
|
Étape longue après le traçage. La principale difficulté sera de ne pas dégrader le noyau lors des nombreuses manipulations (bord de fuite très fragile). Il est préférable de disposer de place, mais malheureusement ce n'est pas toujours le cas - au fil des ans - dans un atelier de modéliste...
|
|
|
La découpe pour accueillir le fourreau a été réalisé à la scie à ruban en prenant soin de caler le profil pour obtenir une découpe perpendiculaire à la corde du profil. Si vous utilisez une clé ronde cette précaution disparaît. Autre solution : une simple lame de scie à métaux ou peut-être une égoïne à fines dents. |
|
|
|
|
|
Poncette largeur 10mm à très gros grain (le plus gros existant) pour réaliser la saignée qui calibrera les semelles du longeron. Elle sera guidée par une réglette. Coller une cale latéralement à cette poncette vous permettra de mieux maîtriser sa profondeur ou de poncer en fermant le yeux ! |
Profondeur évolutive de 2 mm à l'emplanture pour finir à 1 mm. Vous noterez que je fais l'impasse sur l'âme du longeron considérant que l'extrudé sera capable de remplacer avantageusement cette liaison entre les deux semelles et qui donnerait un longeron complet en forme de IPN. |
|
|
|
|
Saignée réalisée par une boucle (fil chaud) pour le passage du câble du servo d'aileron |
Détail des saignées réalisées avec l'outil de découpe à fil chaud et en même temps voici le profil choisi |
|
|
|
|
et ici les carottes que l'on doit extraire après découpe. Utiliser une règle épaisse (5mm) pour le guidage de l'outil. |
Vidéo très courte pour vous montrer le comportement de l'outil de découpe pour le passage des gaines. L'alimentation est régulée en tension (4.6V) et débite pour cette application 2A. |
|
|
|
|
Intrados Aile droite avec la gaine AF posée et la saignée colmatée. Idem pour le câble d'alimentation du servo d'aileron |
Intrados de l'aile gauche : la gaine des aérofreins est en place ainsi que l'AF. La saignée est colmatée au Polyfilla (pâte ultra légère blanche) faite pour nous...car dans le bâtiment je n'en vois pas l'intérêt : les maisons ne volent pas que je sache. Ne pas prendre le conditionnement en pot car le produit ne se conserve pas éternellement. |
|
|
|
|
Puits pour le servo d'aileron : le débordement du tissu assurera et améliorera la solidité dans cette zone affaiblie par la présence du servo. Les faces non visibles du pavés bleu sont enduites de résine, le tissu débordant le sera en même temps que le coffrage qu'il soit bois ou bien stratifié. En procédant de la sorte le boîtier fera vraiment corps avec l'aile. |
Lors de l'achat de ce produit miracle attention les vendeurs vous proposeront le même packaging mais à l'intérieur la pâte sera conventionnelle donc lourde. Choisir le tube le plus léger car c'est une pâte constituée de billes de verre. Ma crainte : voir disparaître ce produit du marché car plus cher que la pâte conventionnelle. |
6- Stratification des semelles de longeron
|
La méthode proposée ici diverge un peu de ce qui se fait généralement. En effet habituellement on réalise le longeron et ses semelles en même temps que le coffrage. La conséquence de cette méthode apparemment plus rapide est de faire apparaître des défaut de revêtement au droit des semelles (un creux). Défaut qui faudra corriger par du masticage. Pourquoi ces défauts? Et bien la réponse est simple car il est très difficile de remplir parfaitement l'espace créé pour loger les semelles de longeron. Ou ça déborde ou bien il manque de la matière. J'ai donc préféré ajouter une étape qui permettra - si besoin est, de corriger les défauts non pas après coffrage mais avant coffrage, en procédant de la manière suivante... Autre avantage : Il arrive lors du coffrage d'avoir besoin de déplacer le coffrage pour placer ce dernier correctement. Opération non recommandée car les semelles de longeron se déplaceront avec le coffrage...On devine la suite ! |
|
|
la bande d'unidirectionnel dans laquelle seront extraites les mèches pour armer les semelles des longerons. Le tissage transversal inutile dans notre application a été enlever. Des mèches identiques peuvent être récupérées sur des Roving à fort grammage.
|
|
|
|
|
|
Extraction des mèches dans de la bande unidirectionnel. On compte les mèches puis on monte les écheveaux |
|
|
|
|
|
Voilà à quoi ressemble du tissu d'arrachage. La présence du fil bleu (ou autres couleurs) rappelant que ce tissu est impropre à toute autre utilisation. Toutefois certains planeuristes l'utilisent pour réaliser les charnières d'aileron et profondeur.
|
Résine Epoxy utilisée : J'ai du changer de résine (2020) pour la 1040 Résoltech de chez SF composite. Avec cette résine on peut choisir un durcisseur plus ou moins rapide entre 1041 et 1049. J'ai été conseillé pour une polymérisation lente (temps de travail 3h) et j'ai donc pris le durcisseur 1045N en stock. Le 1048 en stock donne 30mn de travail que j'ai estimé trop rapide. (curieux trop d'écart entre 1045 et 1048). Résultat : Une polymérisation qui n'en finit plus avec atelier autour de 18°C. Dans les mêmes conditions de travail la 2020 me donnait au petit matin une polymérisation achevée permettant le démoulage sans soucis. Donc déçu, il faut les 20°C absolument l'hiver l'étuve est obligatoire car on ne va pas transformer un atelier en étuve. La 2020 a été abandonnée par SF pour raison de prix... A vous donc de choisir : vous voila averti. A n'utiliser que l'été ! |
|
|
|
|
De la sorte vous aurez une section de longeron dégressive en se rapprochant du saumon. |
Les mèches seront mouillées à l'extérieur de l'aile car cette opération est impossible dans la saignée. Le mouillage pour atteindre des mèches parfaitement translucides est assez long. Se munir de gants et surtout avoir une température du local proche si possible de 20°C. Si ce n'est pas le cas attendre des jours meilleurs ou bien se confectionner une étuve sommaire mais sans points chauds à base de panneaux d'extrudé. |
|
|
|
|
Les mèches rejoignent leur emplacement en déposant en premier les plus courtes. Et après contrôle on dépose une bande de tissu d'arrachage sur la semelle en vue d'assurer la bonne liaison mécanique avec la suite des opérations. Ce tissu d'arrachage qui sera ôté après polymérisation a pour vertu de créer, non pas une surface lisse, mais granulée pour favoriser le collage.
|
Ensuite pour assurer la continuité du profil on recouvre la zone d'une bande PVC épaisseur 5 à 8/10eme en intercalant un film de polyane (récupération des revêtements thermorétractable) pour éviter le collage avec le PVC. Le tout est ensuite enveloppé dans les deux dépouilles avec des charges pour assurer le placage correct du PVC. |
|
|
|
|
Rattrapage des défauts de surface de la semelle d'extrados à la pâte Polyfilla suivi d'un léger ponçage |
Zone des AF, miracle ! rien à rattraper. La semelle doit être parfaitement translucide : preuve que les mèches ont été correctement imprégnées. Masse d'une semelle 45g soit 90g par aile. |
|
|
|
|
Semelles d'intrados en attente de polymérisation. De simples charges suffisent pour satisfaire à cette opération. Un film de Polyane isole les dépouilles de la résine et une bande de PVC assure la continuité du profil sur toute la longueur de l'aile. |
Contrôle de la polymérisation... La bande de PVC 5/10 a été ôtée, le film de Polyane tiré pour voir apparaître la bande d'arrachage laissée en place... bientôt 24 h et toujours pas bon pour démoulage ! |
|
|
|
|
Opération d'arrachage du tissu du même nom pour laisser place à une surface granuleuse propice à un bon collage. |
Grossissement pour voir l'état de surface |
|
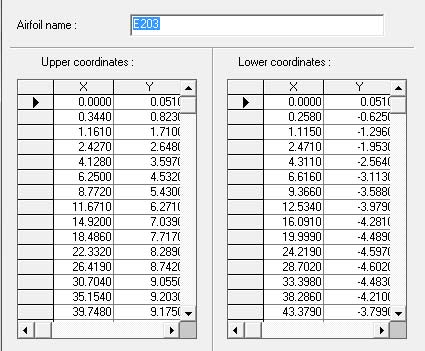
Contrôle de la précision de la découpe en mesurant l'épaisseur du profil à l'emplanture : Épaisseur théorique : 210 x 13.64/100 = 28.644 mm Épaisseur mesurée du noyau : 26.85 mm à cela il faut ajouter :
Total : 26.85+1.4+0.3 = 28.550 mm Erreur constatée : 28.644-28.550 = 0.094 mm en moins ! Toutefois 0.1 mm partiront en ponçage mais seront compensés par 2 épaisseurs de Solar. Bref, je considère que c'est parfait ! La calibration de la machine pour cet extrudé était parfaite ! Ouf ! |
|
7 - Coffrage
|
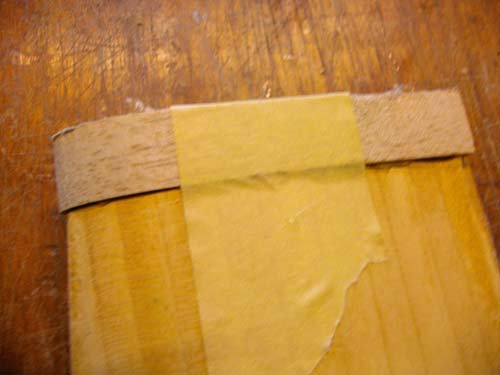
Découpe des 4 panneaux dans les planches de samba 7/10. La difficulté : Voir les extrémités des panneaux se fendre. Pour remédier à la propagation de ces fentes, déposer du ruban adhésif à chaque extrémité sur la face opposée à la stratification et les stocker à l'abri des chocs. Ces pièces sont très fragiles. Ne pas non plus trop s'inquiéter de la présence de ces fentes car lors de la stratification la résine remontera par ces dernières et une fois la polymérisation achevée la cohésion du panneau sera retrouvée. Chaque panneau en 7/10 pèse 71 g avant coffrage mais ramené à la côte exacte on doit se situer autour de 64g. Soit environ 130 g par aile de Samba sachant que la surface d'une aile est de (21+11.5)/2 x 143 =23.23 dm² soit 2.75g/dm² (pour info). |
|
|
|
|
|
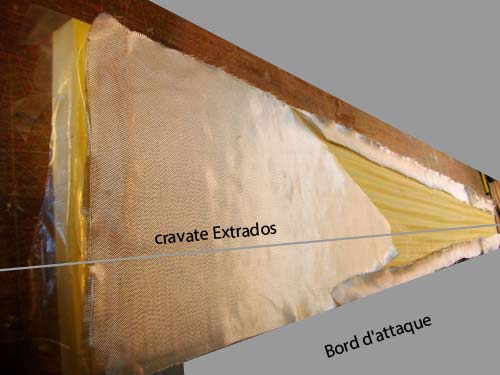
Cravate d'extrados rejoignant le milieu de l'aérofrein |
Bandes de Taffetas au bord d'attaque et bord de fuite. Face extrados, les ailerons sont complètement revêtus et ça dépasse (15mm) en profondeur pour assurer la rigidité de l'aileron et sa liaison avec l'aile. |
|
|
|
|
Mise en place du Taffetas pour le puits de servo |
Bloc extrudé pour mise en place du roving dans le puits. Le débordement du tissu sera imprégné lors de la stratification du panneau. Solution préférable à la réalisation du puits après coffrage. |
|
130g de résine (100 r+30d) préparée et 120 g d'utilisée soit 60g par face pour 23dm² = 2.6g/dm² compter 3g/dm² à préparer selon cette méthode. |
|
|
|
|
|
2h30 de travail pour en arriver là et il est 23 h... A demain ! Et le lendemain matin la célèbre résine 1040 restante dans le pot hésite toujours à polymériser. Résine à oublier ! Pas content... Vu SF composites : Réponse : "Ne pas utiliser cette résine en hiver il lui faut 18 à 25°C !" Mon atelier est à 19 et 20°C. Des conseils comme toujours qui arrivent après alors que le produit a été acheté il y a une semaine. Vous voilà averti c'est une résine pour travailler sous les tropiques ! Et Résoltech Eguilles n'avait personne pour répondre à ma demande...Bravo ! GR |
En attendant que ça veuille bien polymériser, voici les coordonnées de l'Eppler 203. |
|
|
|
|
Après une nuit complète dans un tunnel chauffant ce matin l'objet tant attendu a bien voulu polymériser. Ouf ! Ici découpe des excédants côté bord de fuite. Puis ensuite repos de stabilisation dans les dépouilles durant quelques jours. |
Après un ponçage général et cela donne ceci (aile droite) : 585g, c'est beaucoup et je vous dirai pourquoi et comment réduire le poids. Dans mon cas de recherche d'une aile robuste rien ne m'inquiète. La même aile mais en structure affiche 430g... L'aspect de surface est conforme a ce que j'attendais : aucune trace de la présence des semelles de longeron. Rien à mastiquer que du ponçage "pur et dur". L'aile est très rigide et le bord de fuite parfaitement droit en comme il est fibré extrados comme à l'intrados je peux descendre jusqu'à la lame de rasoir, mais je ne le ferai pas bien entendu. |
|
|
|
|
Préparation extrados aile gauche - Tissu Taffetas 106g/m² partout y compris les bandes au BA et BF. La cravate d'extrados dépasse l'AF de 60mm. La cravate d'intrados plus courte chevauche l'AF de 80mm. Stratification achevée à 16h00 le 12/12/14 |
Démoulage au matin après un séjour de l'aile dans un tunnel chauffant à environ 32°C durant 16 heures. La balance annonce 565g à comparer aux 585g. Pour obtenir ce gain de poids, j'ai réduit la pénétration des bandes de bord de fuite d'environ 15mm. Ces bandes de renfort au bord de fuite et bord d'attaque peuvent être avantageusement remplacées par du 50g/m². Recommandation : ne pas exercer de sollicitations sur les ailes avant une semaine, par exemple pour tester la rigidité. Par contre les stocker soigneusement dans les dépouilles avec des charges en attendant que la résine se stabilise. |
|
|
|
|
Ajustement avec le karman du fuselage et collage de la nervure d'emplanture en CTP 20/10 mais 30/10 5 plis serait préférable |
Confection d'une petite poncette pour réaliser l'entrée des aéro-freins à 45°. Gain de temps et meilleur résultat. |
|
|
|
|
Puits de servo mis à jour après traçage (bien relever positions et dimensions avant coffrage) |
Collage du saumon en balsa ep 20mm |
|
|
|
|
Évidement du bord d'attaque sur une profondeur de 6 mm x3 pour introduire un mélange pâteux à base de verrane + résine. La mèche fdv n'est pas souhaitable en cas de choc car elle propage les efforts et donc agrandit la zone de dégâts. Poids du BA mesuré 16g aile gauche 10g aile droite... Procédé (issu des ailes plastique) que je ne recommande pas dans cette application car fastidieux et incertain. Si c'était à refaire j'introduirais dans cet orifice une baguette de pin de 5x3mm. Je rappelle que l'extrados et l'intrados sont renforcé fibre au bord d'attaque. Poids des ailes finies avant découpage des ailerons : 592 et 615 g. |
Découpe de l'aileron aile gauche et mise en place des petits placages en ctp 20/10 sur l'aile et l'aileron en prévoyant un jeu de 1mm sur la longueur |
|
|
|
|
Voici les différentes "poncettes" pour parvenir à un profil respecté, un bord de fuite rectiligne et un bord d'attaque le plus fidèle possible. Manque les poncettes semi-souple réalisées avec de la mousse destinées à la finition des formes arrondies. Manque l'outil le plus utilisé : l'aspirateur ! |
Chaque fois que le roofmat apparaît il est masqué soit par du balsa 20/10 soit comme ici par un gousset CTP 20/10 |
|
|
|
|
Extrémité des ailerons fermée par du CTP 201/10 |
Extrémité d'aile achevée prête à recevoir le film thermorétractable. Toute l'aile est poncée pour amincir le bord de fuite, mais aussi pour faire disparaître la résine qui est montée en surface. Cette résine visible après démoulage est a considérer comme un bon signe d'imprégnation pour éviter le décollement du placage. |
|
|
|
|
Une aile à l'ancienne avec clé plate de 15x2 : une sortie pour les aérofreins (chape) et un câble pour ici le servo d'aileron. |
|
Relevés des masses : Ailes
|
Aile gauche |
Qté |
Grammes |
Totaux Aile G |
Aile droite |
Qté |
Grammes |
Totaux Aile Dr |
|
Noyau aile G |
1 |
120 |
120 |
Noyau aile Dr |
1 |
120 |
120 |
|
Clé acier 170x15x2 |
1 |
37.7 |
|
Clé acier 170x15x2 |
1 |
37.7 |
|
|
Clé asm avec fourreau |
1 |
55 |
55 |
Clé asm avec fourreau |
1 |
55 |
55 |
|
Noyau AG + clé + 1 longeron fibre extrados coulé |
1 |
220 |
|
Noyau AD + clé + 1 longeron fibre extrados coulé |
1 |
|
|
|
Longeron extrados (220-175) |
1 |
45 |
|
|
|
|
|
|
Noyau longerons+gaines+af (220+147) |
1 |
312 |
|
Noyau + longerons+gaines+af (220+147) |
1 |
314 |
|
|
Longeron ( les deux semelles) |
1 |
|
|
Longeron ( les deux semelles) |
|
|
|
|
Feuille samba avant utilisation |
2 |
143 |
|
Feuille samba avant utilisation |
2 |
143 |
|
|
Fibre préparée 110g/m² avant utilisation |
1 |
|
|
Fibre préparée 110g/m² |
|
|
|
|
aérofrein (sans lame) |
1 |
33 |
|
aérofrein |
|
33 |
|
|
Câble servo aileron |
1 |
17 |
|
Câble servo aileron |
1 |
17 |
|
|
servo aileron Hitec HS-125MG |
1 |
24 |
24 |
servo aileron |
1 |
24 |
24 |
|
aile G coffrée brute sortie de coffrage |
|
|
|
aile Dr coffrée brute sortie de coffrage aux dimensions |
1 |
590 |
|
|
Aile finie avant entoilage |
|
|
|
Aile finie avant entoilage |
|
|
|
|
Aile G achevée prête à voler |
1 |
664 |
664 |
Aile achevée Dr prête à voler |
1 |
676 |
676 |
|
Delta des masses entre aile G et Dr |
12 g |
|
|
|
|
|
|
Relevés des masses : Fuselage
|
Fuselage brut |
1 |
380 |
380 |
|
|
Servos |
4 |
35.5 |
142 |
|
|
Accus (2el. Life) |
2 |
78 |
156 |
|
|
Cadre verrière |
1 |
|
30.5 |
|
|
Verrière |
1 |
|
38 |
|
|
Verrière asm avec figurine |
|
|
168 |
|
|
Lest |
|
|
33 |
|
|
En ordre de vol |
|
|
|
|
Relevés des masses : Stabilisateur
|
|
Qté |
g |
Total |
|
Stabilisateur |
2 |
35.5 |
71 |
Masse totale en ordre de vol : 2800g
|
















































{kind=link}