Motorisation ASH 25...
Page publiée le 21 janvier 2013 et actualisée le 11 mars 2018
![]()
![]()
|
Motorisation ASH 25... |
||
|
Page publiée le 21 janvier 2013 et actualisée le 11 mars 2018 |
|
|
|
|
|
|
les vols et le débrief...
Mise au point des hélices repliables ...
|
Nous sommes le 05 février 2013 Les contrôleurs sont arrivés et les premiers essais en statique ont pu avoir lieu. Faisant suite à ces essais certaines pièces ont été remplacées pour du plus simple. Ci-dessous la dernière version. |
Et pour qu'il n'y ait aucun secret entre nous je vous donne des détails concernant le dispositif d'hélice repliable vers l'arrière cad dans le sens du vent. Je compte équiper un autre planeur d'un pylône fixe avec ce principe mais avec un moteur plus petit, réducté et aussi puissant de chez Hacker pour mettre sur orbite un planeur de 11 kg. |
|
|
|
|
1 - joint torique 2 - rondelle pour dégager la pièce 4 qui - sans elle - viendrait gêner le déplacement de la pale - 3 deux butées en CAP 2mm filetée pour limiter l'ouverture des pales 4 Butée pour limiter la fermeture des pales et surtout donner une symétrie au repos de ces dernières favorable à la mise en route du moteur sans balourd. Ce qui est souhaitable pour ce type d'hélice c'est d'avoir une accélération douce du moteur. Un démarrage brutal endommage toute cette petite mécanique très sollicitée. Cette solution évite l'usinage de pièces complexes. Sur le chemin du joint il ne doit y avoir aucune arête vive. Après chaque séance de vol il me parait utile de sortir le joint pour lui éviter de perdre son élasticité. Ce montage du joint croisé permet son démontage instantanément sans outillage. |
|
|
|
|
|
Voici
le chemin du joint torique, des joints difficiles à trouver
et surtout pas chez les spécialistes de l'électrique
qui vous enverront des joints sans dimensions connues et que
vous pourrez mettre à la poubelle. Le diamètre (section)
fait 1,8 mm et son diamètre intérieur dépend
du porte-pale, ici 35mm. Ce n'est pas une raison pour en faire de
même et ne pas aller au travail ! Par ici pour trouver des
joints pour cette application : |
Cette pièce ultra simple en circuit imprimé (verte) remplace la pièce précédente trop complexe. |
|
|
|
|
Pour modifier la bague, pas question de faire ce travail avec une perceuse portative et un foret de 1.5mm. La colonne s'impose. |
Je vous passe de filetage des deux bouts de corde à piano, ici ils sont en place et tout va bien après quelques montages démontages pour ajuster leur longueur. |
|
|
|
|
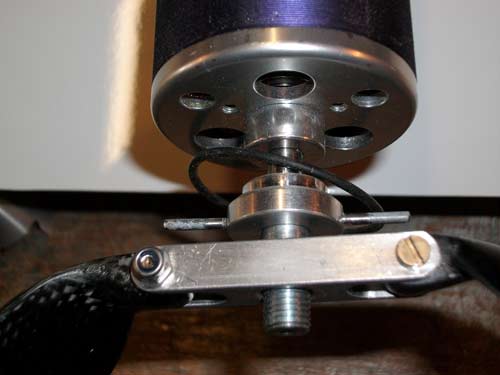
Ici on voit très bien les deux butées et les stries sur la cage tournante du moteur. Stries destinées probablement à améliorer le refroidissement mais qui ont le défaut de récupérer la moindre poussière et dans un atelier ça ne manque pas ! Et bien NON me dit Thierry, les stries que tu as sur l'extérieur du rotor sont en fait l'empilement des plaques constituant le manteau magnétique et donc la production possible de la force électro magnétique (fem) permettant la rotation du moteur. C'est ce qu'on retrouve également sur les moteurs dits "in runner" sur le rotor (cylindre intérieur tournant dans ce cas). Merci Grand Homme ! GG |
|
|
|
|
|
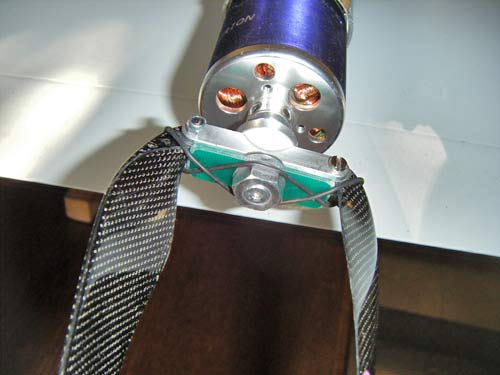
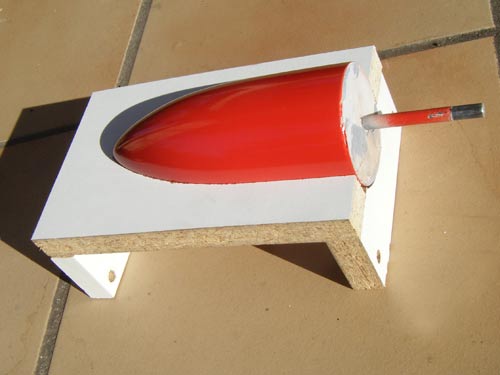
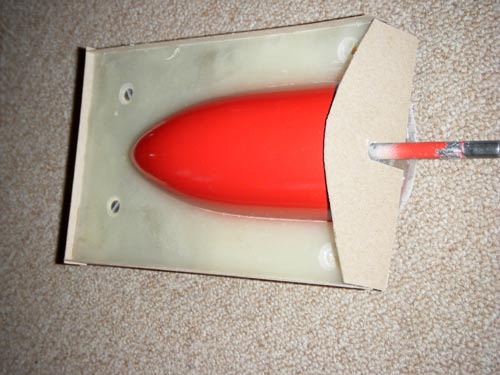
Montage définitif pour les premiers essais en vol. Les butées de pales en corde à piano de 2 mm sont en place pour éviter de venir chatouiller le volet de courbure. L'ogive bleue est maintenue par une seule vis et pénètre dans une saignée à l'avant l'immobilisant parfaitement. Le joint torique a son chemin libre pour favoriser son élongation sans être endommagé par des arrêtes vives. Le tout est très accessible. Si c'était à refaire la semelle argentée d'appui que n'on aperçoit serait supprimée et donc la traînée réduite et l'esthétique amélioré. |
|
|
|
|
|
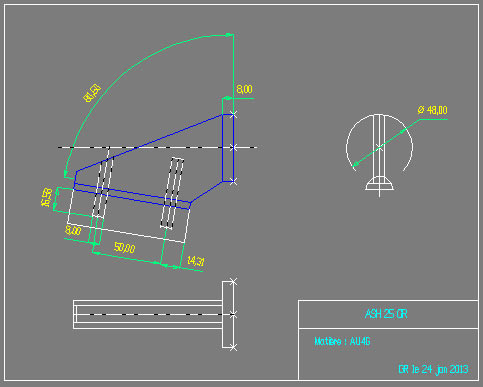
Voici la version corrigée et future avec deux goupilles de 8 qui pénètrent dans l'insert introduis dans l'aile. Ce principe a l'avantage de pouvoir régler le dégagement du moteur par rapport à l'aile en choisissant la bonne longueur de goupille. |
Détail de la pièce qui peut être réalisée en alu ou bien en CTP marouflé carbone. la solution idéale serait... Support moteur complet intégrant le contrôleur, les 2 contacts de puissance et ceux du contrôleur. Le montage se ferait en "pluggant" le support moteur dans un support femelle intégré dans l'aile. Ce support étant placé lors de la construction de l'aile avec son câblage. Démontage rapide pour faciliter le transport. Un beau sujet pour artisan créatif ! |
|
|
|
|
Bon je pense que ce bleu conforme à la déco n'est pas très heureux. Tout sera peint en blanc après les premiers vols. |
L'inverseur de servo Simprop a été monté sur l'aérofrein de gauche pour gagner une voie. Un produit bien conçu et surtout très peu encombrant, je vous le recommande en cas de besoin. La voie libérée est celle destinée au moteur. Moteur en marche, un cran de volet par mixage... A l'usage, on verra si c'est une bonne idée. Autre idée mise en application : Coupure du moteur dés que je dépasse 3 crans d'aérofrein. Une sécurité d'arrêt immédiat des deux moteurs pour éviter d'aller chercher un switch généralement introuvable en mode "panique" ! Un travail de programmation sur la FX 30 qui relève du parcours du combattant ! Merci Pierre ! Il serait temps que nos constructeurs de radios banalisent la programation à partir d'un PC pour ces grands oiseaux. Ce ne serait pas un luxe ! |
|
|
|
Réalisation des ogives ...
|
La réalisation de cette ogive est un exemple simplifié pour rappeler aux nouveaux venus dans l'aéromodélisme quelques principes de fabrication d'un fuselage en débutant par la réalisation d'un master, puis d'un moule et pour finir le moulage de la pièce. Retenir que le centrage des coquilles peut s'obtenir de plusieurs façons, la bonne et les mauvaises. |
La bonne façon pour les longs moules consiste à placer sur le plan de joint un demi-rond sur toute la longueur. De la sorte les coquilles sont imbriquées intimement et vous n'aurez aucune mauvaise surprise sur la pièce finie. C'est la méthode des professionnels, mieux vaut ne pas la réinventer surtout qu'elle est très simple ! Dernier point : limiter le contour du moule par tous les moyens pour éviter l'ébarbage. |
|
|
|
|
Le master : rondelles de CTP de 18 mm empilées sur un axe de 6mm pour obtenir une ogive de 130 mm de long et 54 mm de grand diamètre... Non non Thierry, ce n'est pas un pied de lit ! |
C'était le 14 janvier chez Bernard que je remercie ! Un retour aux sources avec ma machine préférée : le tour ! La seule machine capable de faire tourner rond... nos affaires ! Et de réaliser des pièces révolutionnaires, pardon de révolution ! |
|
|
|
|
Mastiquage, ponçage, remastiquage, ponçage et peinture |
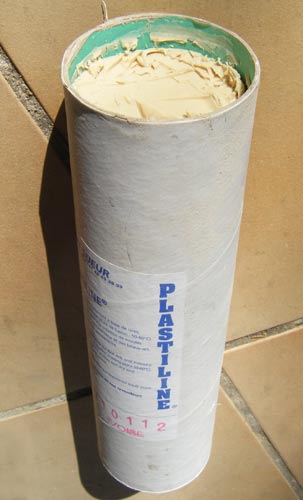
C'est quoi ça ? c'est écrit dessus. Une sorte de pâte à modeler pour combler les aspérités entre la forme à mouler et le plan de joint. But : empêcher la résine de s'infiltrer entre la forme et le plan de joint et permettre une arrête vive et propre sur le moule. |
|
|
|
|
Le plan de joint passe par le plan de symétrie de la pièce à mouler |
L'ogive à mouler est en place provisoirement pour contrôler son ajustement. A suivre... |
|
|
|
|
Ici tout est prêt pour le moulage : vous remarquerez que le plan de joint est entouré d'un carton agrafé. But : délimiter la forme du moule et éviter ainsi l'opération très polluante d'ébarbage. Sur de grands moules, le carton est remplacé par du profilé plastique. |
Pas de gel-coat dans les armoires, on s'en passera car j'ai seulement deux pièces à réaliser. La résine a été épaissie avec des microfibres de cellulose. Ici le travail n'est pas achevé, il faut stratifié pour obtenir environ 3 à 4 mm d'épaisseur. |
|
|
|
|
Démoulage au petit matin de la première coquille du moule. Les contours du moule sont parfaits, sans retouche et 4 empreintes ont été réalisées (lamage) pour permettre le centrage des 2 coquilles. Deux de ces lamages accueillent - en plus - deux vis TF pour fixer un tasseau de stabilisation du moule. Nota pour les débutants : Il est important de ne pas démouler la forme par curiosité, car elle ne retrouverait plus sa position initiale. |
Cirage et lustrage de la surface à mouler et préparation des contours par du carton collé à la cyano pour délimiter les contours du moule et éviter l'ébarbage. Opération plus rapide que l'ébarbage... A suivre... |
|
|
|
|
Les deux coquilles du moule avec leur 4 points de centrage qui centrent parfaitement les 2 pièces. Le maintient de la fermeture sera obtenu par 2 pinces lors du moulage. |
2 couches de Taffetas 105g/dm² avec débordement d'un côté de 12 mm et arrasement de l'autre. C'est la technique utilisée pour assembler les deux coquilles d'un fuselage. Pourquoi du Taffetas ? C'est le seul tissus qui permet grace à son tissage d'épouser les formes non développables. Et ici c'est bien le cas. La stratification s'est faite très simplement sans avoir à lutter contre un tissu récalcitrant : Je confirme, il épouse bien les formes. |
|
|
|
|
Léger glissement latéral au moment du rapprochement des deux moules pour ne pas emprisonner de Taffetas dans le plan de joint. Puis contrôle et au pinceau mouillage du tissu avec l'excédent de résine. |
Ogive démoulée au petit matin : reste à l'ébarber et la présenter sur le support du moteur. Puis imaginer un moyen de fixation simple et rapide... |
|
|
|
|
Masse 15 g une fois ébarbée. La pièce sera raccourcie après essai d'introduction du contrôleur dans l'ogive. J'attends le colis... |
Deuxième ogive à réaliser aujourd'hui... Les ciseaux pour découper le tissu : Acheter sur un marché 5 francs en acier ordinaire...Il coupe mieux que certains ciseaux très coûteux réputés pour les "pros" |
|
|
|
|
Un gabarit carton pour tracer la découpe |
en réduisant les pertes |
|
|
|
|
Ici on "tapotte" à l'aide d'un pinceau de façon à éponger la résine logée dessous le tissu. Vous noterez qu'une impasse a été faite en supprimant le depot de gel-coat. Opération qui doit se réaliser au pistolet pour obtenir un dépôt constant, peu épais et donc flexible. Les gel-coat qui se fissurent sont des gel-coat trop épais déposé au pinceau ou bien à la spatule. En l'absence de gel-coat, il faut prévoir un dépolissage de la pièce et un masticage à la bombe ou pistolet avant peinture. |
la première couche de tissu est complètement arrasée. |
|
|
|
|
La seconde est arrasée d'un seul coté pour faire office de bande de jonction. La bande de jonction n'est plus utilisé en modélisme car la solution est beaucoup moins robuste et fait perdre du temps. |
Rapprochement des moules pour éviter de coincer le tissu non imprégné lors du contact |
|
|
|
|
Moule fermé et tissu de raccordement est ici non imprégné |
tissu imprégné devenu translucide Le moule est prêt à rejoindre une source de chaleur (radiateur : nous sommes en hiver) mais à une distance d'environ 30 cm et éviter les points chauds car le démoulant pourrait se transformer en colle très puissante... |
|
|
|
|
Toujours au petit matin, démoulage de la deuxième ogive. |
Prochaines opérations : dépolissage pour faire disparaitre toute trace de démoulant, puis adaptation sur les nacelles, masticage et peinture. A suivre... |
|
|
|